欢迎来到南通大鹏激光科技官方网站!
南通大鹏激光科技
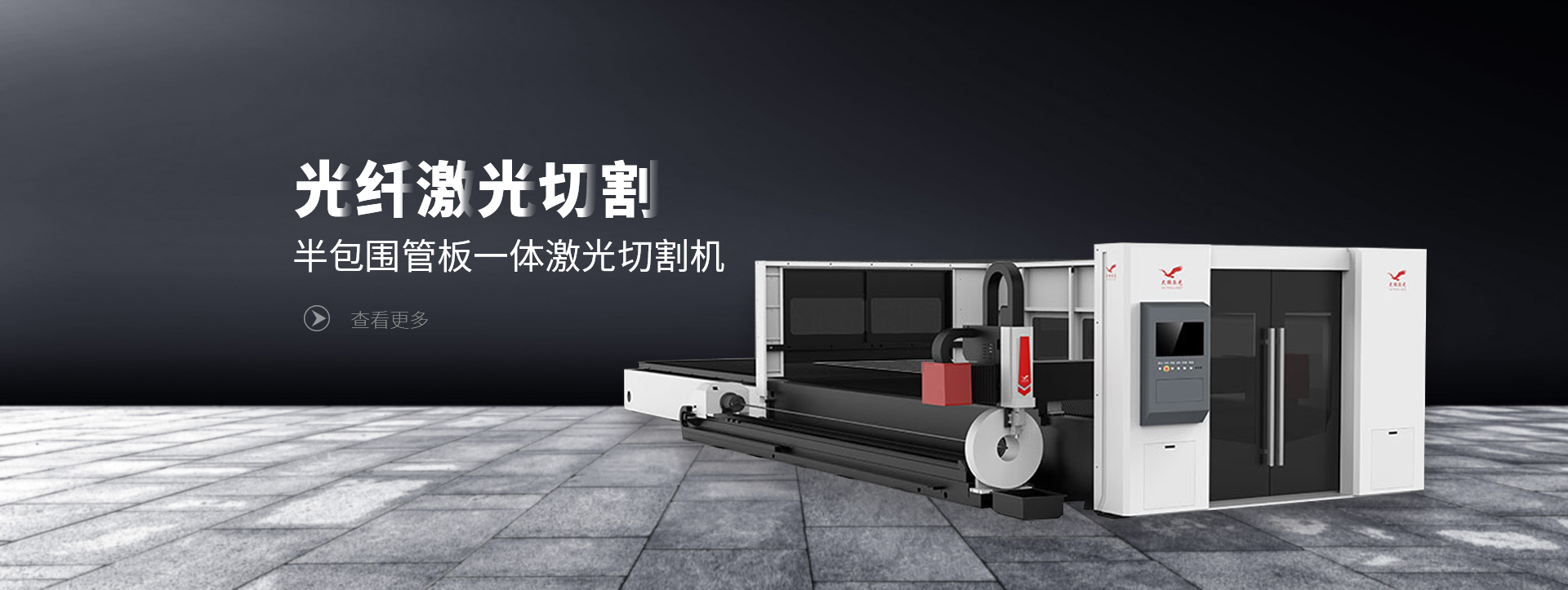
集研发、制造、销售、服务于一体的激光设备企业

咨询热线:
15190197889
咨询热线:
15190197889
热门搜索: 超高功率光纤激光切割机 标签激光打标机 自动激光焊接机 手持式激光焊接机
创新、诚信、服务,用我们的工作创造更多的价值
工业激光设备厂家

公司成立于2011年,是集研发、制造、销售、服务于一体的激光设备技术企业。

包含软件工程师、机械工程师、电气工程师、工业设计师等专业团队,公司与多所高校建立了产学研及人才培养等长期合作关系。

产品质量稳定可靠,拥有专业的研发团队,追求精良品质的同时,大鹏激光还为客户提供及时、舒心的售前、售中、售后服务和精良性价比产品。

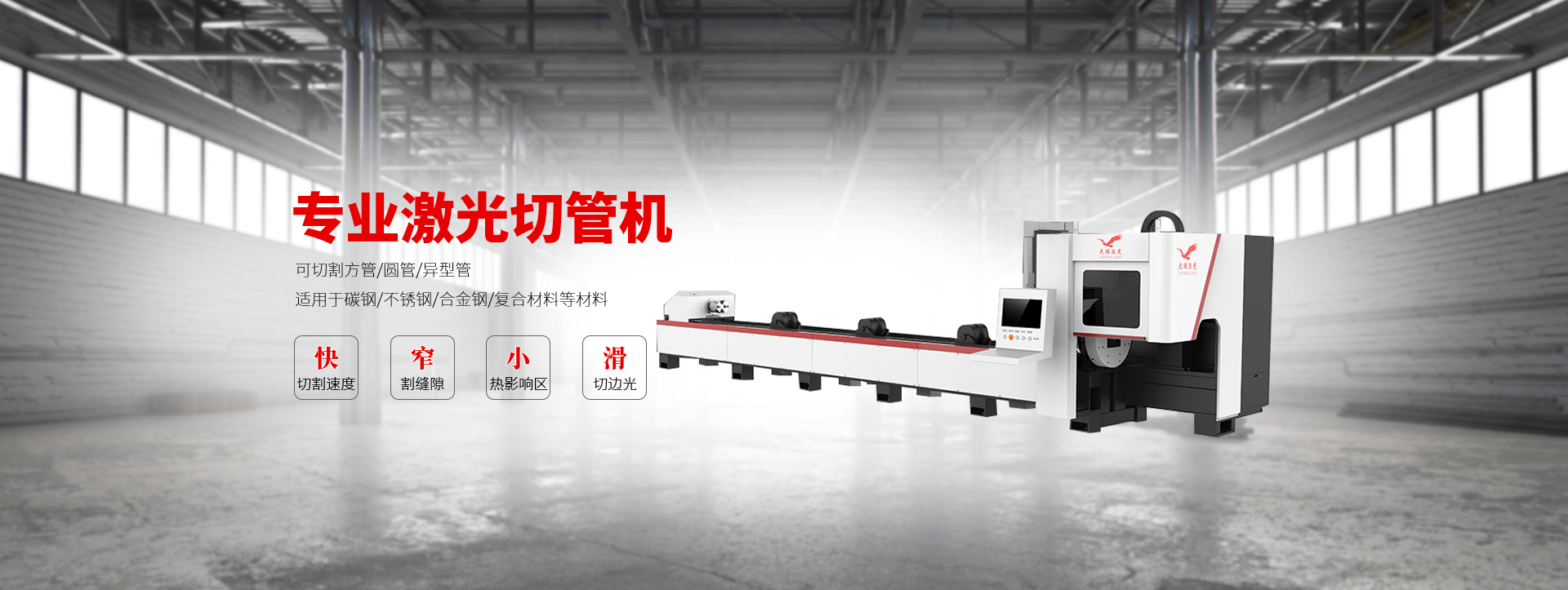
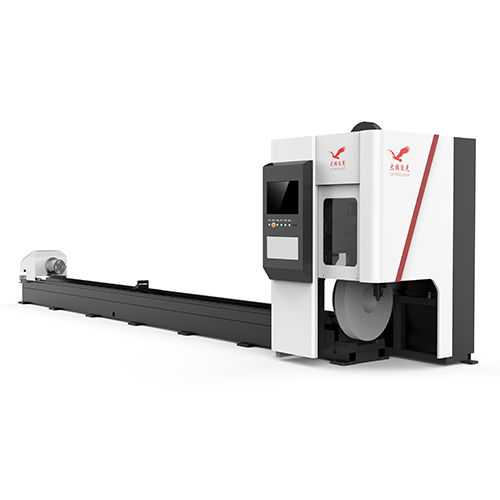
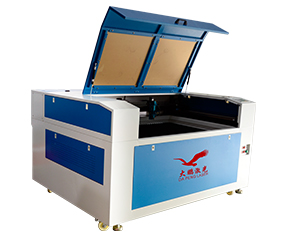
主营产品包括:激光切割机、激光焊接机、激光打标机、行业专用及自动化激光设备等。

应用于电子、IC芯片、电工电器、照明灯具、珠宝首饰、五金工具、卫浴洁具、仪器仪表、汽摩配件、手机通讯部件、模具、精密机械、医疗器械、IT数码、金属外壳等。

快速响应客户服务团队,包含售前服务、售中服务、售后服务、客户培训等团队。
工业激光设备厂家
工业激光设备厂家
工业激光设备厂家

对光纤激光切割机初学者来说,切割质量不好,很多参数都不知道怎么调节。简单介绍所遇到的问题及解决方法。决定切割质量的参数有:切割高度、切口类型、对焦位置、切割力、切割频率、切割比例、切割气压和切割速度。硬性条件包括:保护镜片、气体纯度、片材质量、聚光镜
对光纤激光切割机初学者来说,切割质量不好,很多参数都不知道怎么调节。简单介绍所遇到的问题及解决方法。决定切割质量的参数有:切割高度、切口类型、对焦位置、切割力、切割频率、切割比例、切割气压和切割速度。硬性条件包括:保护镜片、气体纯度、片材质量、聚光镜